
 English
English  中文简体
中文简体  Español
Español Thermostat Coupler vs Direct Wiring Safety Comparison Guide
A kettle that keeps heating after the water boils is not a minor inconvenience. It's a fire risk, a steam hazard, and in a product liability context, a serious engineering failure. If you're designing or sourcing components for electric kettles, the question of how the heating circuit gets interrupted when it should isn't academic — it's the core safety decision in the product. The choice between a Therat Coupler system and direct wiring affects every downstream outcome: overheating protection, failure mode behavior, user safety, and long-term reliability across product lifecycles. Getting that choice right starts with understanding how each system actually works.
How Electric Kettle Heating Systems Work
Before the comparison makes sense, the basic architecture matters.
An electric kettle heats water through a resistive heating element — typically a coiled or plate element mounted at the base of the vessel. Electrical current passes through the element, generates heat, and transfers that heat to the water. The critical design challenge isn't making the heating element work. It's stopping it reliably when the water reaches boiling point — or when the kettle is switched on without water present.
What Is a Therat Coupler?
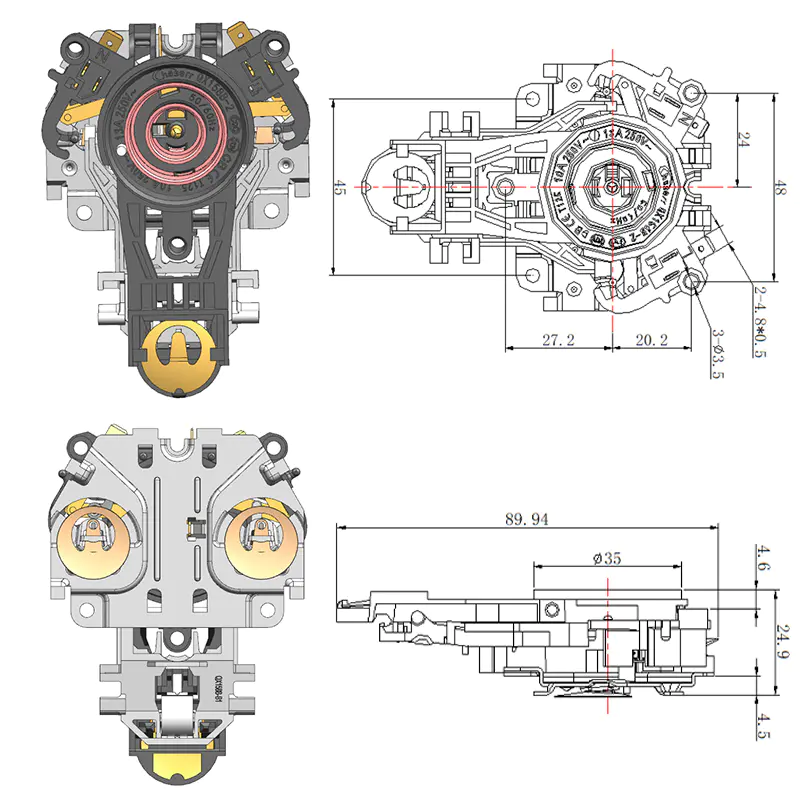
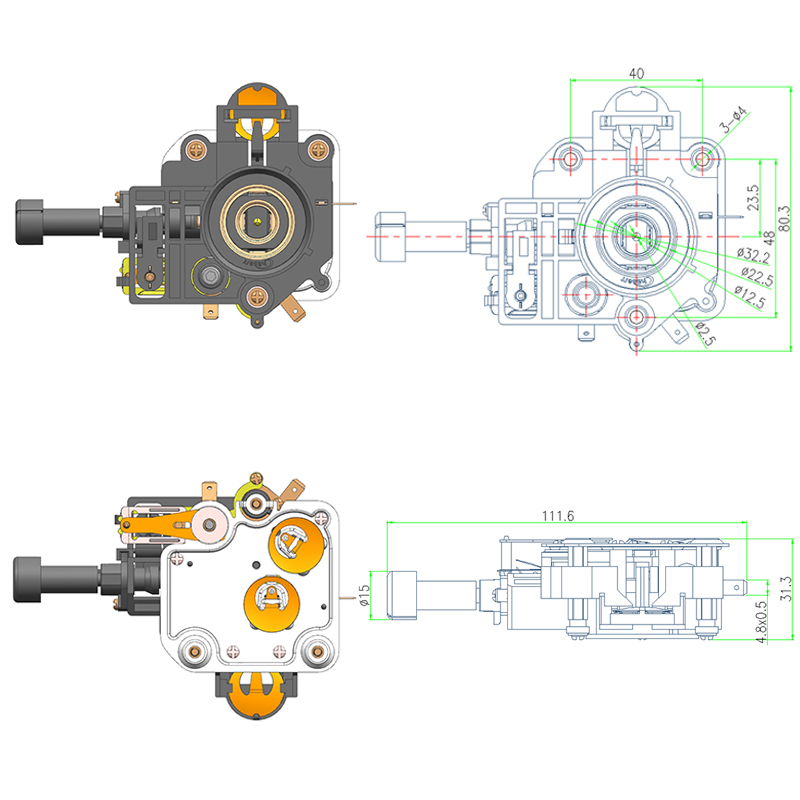
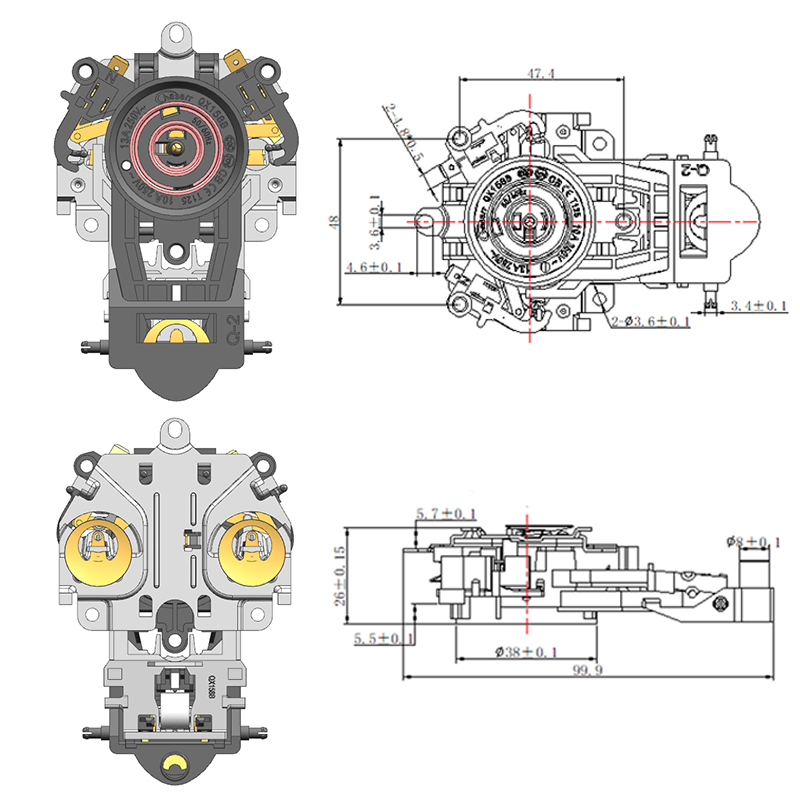
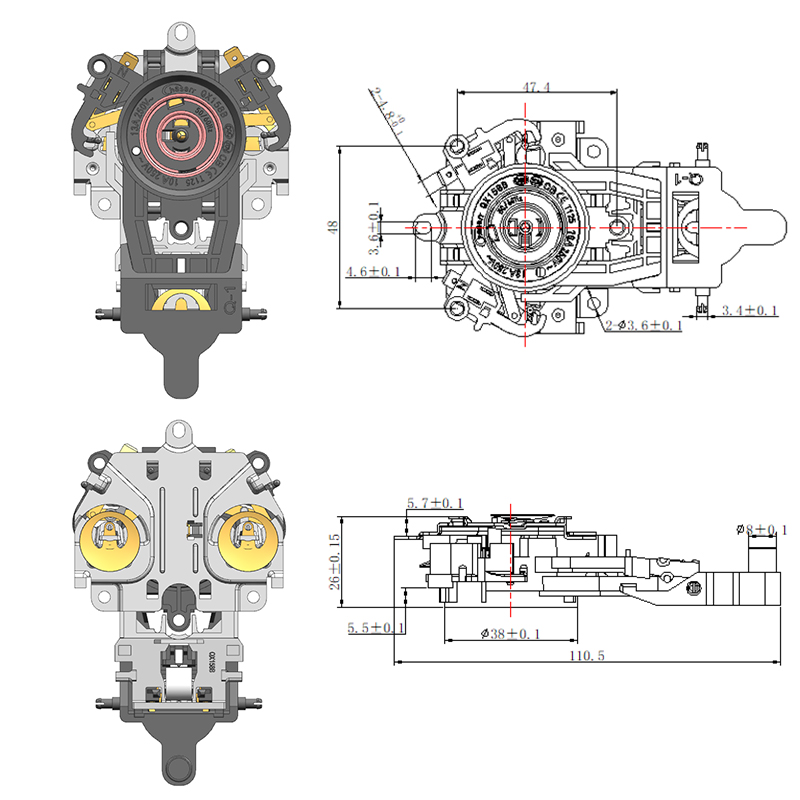
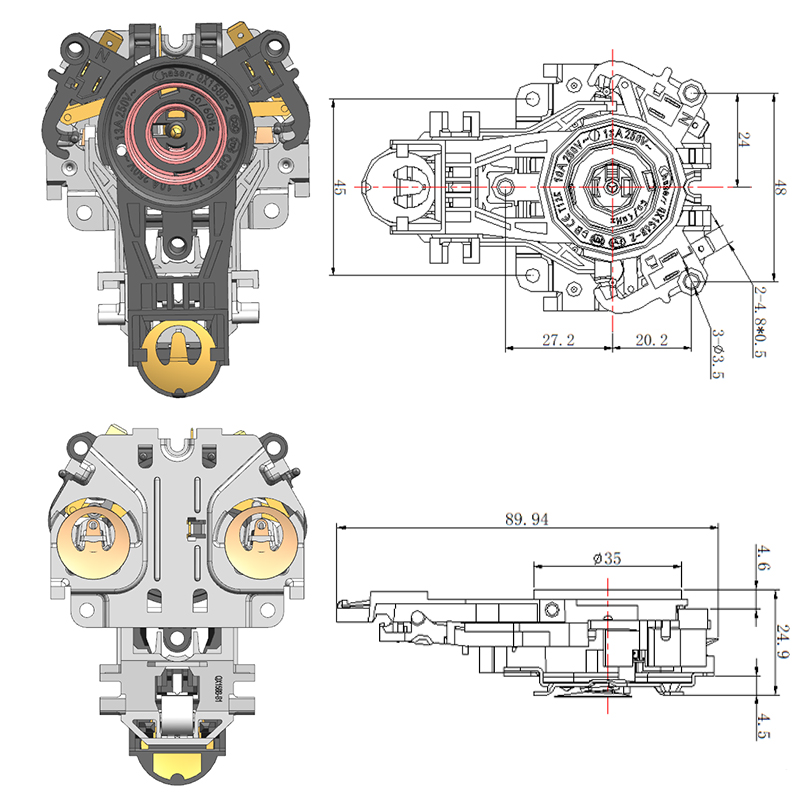
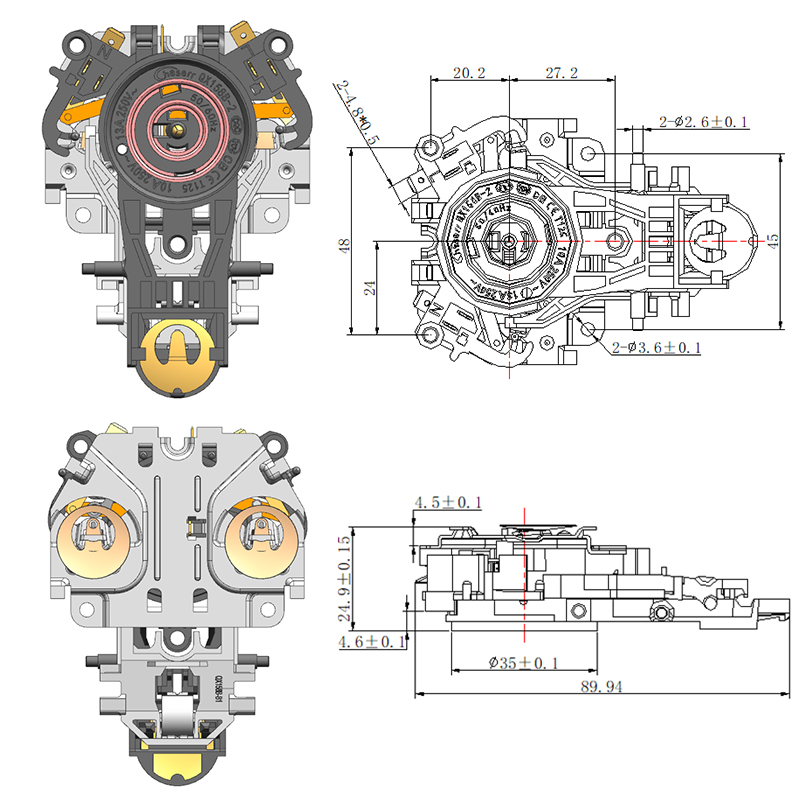
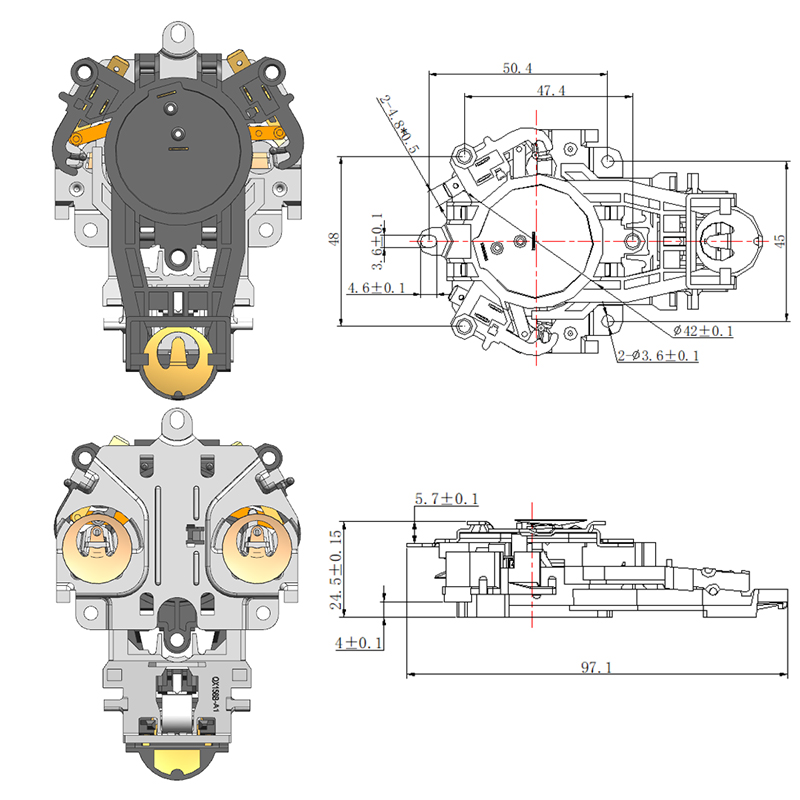
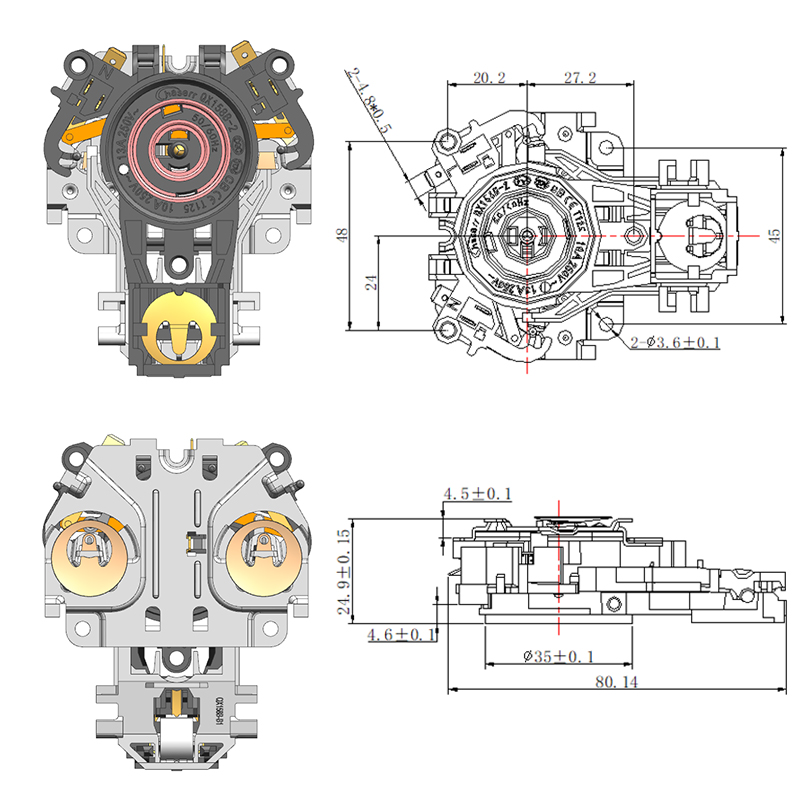
The therat coupler — also called a kettle base coupler or electric kettle base coupler — is a combined electrical and thermal control component built into the base connection of the kettle body.
Its function is to do two things simultaneously: carry electrical current to the heating element during normal operation, and interrupt that current automatically when the temperature at the base reaches a defined threshold. The thermal element inside the coupler responds to the steam generated when water boils — steam rises downward through a channel in the kettle body, contacts the bimetallic or thermal disc element in the coupler, and triggers the mechanical switch that breaks the circuit.
This means the cut-off mechanism is:
- Mechanically actuated — not dependent on electronic control logic or external sensors
- Steam-triggered — responding to the physical presence of boiling steam, not just a temperature reading
- Self-resetting — the thermal element resets as it cools, ready for the next use cycle
- Integrated into the base connection — the safety function happens at the point where power enters the kettle
The coupler working principle is straightforward: steam indicates boiling, boiling triggers the thermal element, the thermal element mechanically opens the circuit, heating stops. No software. No external control board. No failure mode that requires a separate system to detect.
The kettle base connector that houses this mechanism also provides the electrical interface between the power base and the kettle body. In a well-designed system, the connector maintains reliable electrical contact through thousands of lift-and-replace cycles while the integrated thermal mechanism handles the safety function every time.
What Is Direct Wiring?
Direct wiring means the heating element is connected to the power supply through a fixed electrical path without an intermediate thermal switching mechanism at the connection point.
In this architecture, the circuit stays live for as long as power is applied. Heating continues until either:
- A separate therat or thermal fuse elsewhere in the circuit interrupts the current
- The user switches the kettle off manually
- A thermal fuse blows as a last-resort protection against unsafe temperature
The heating control function exists — it's just handled differently. Instead of being integrated into the base connector, it relies on components positioned elsewhere in the circuit: a bimetallic therat in the lid, a thermal cut-off in the base plate, or an electronic control system monitoring temperature.
Direct wiring configurations appear in some commercial and industrial heating applications, and in kettles designed for fixed installation where a rotational cordless base isn't part of the product format. They also appear in lower-cost consumer products where component count reduction drives design decisions — sometimes at the expense of the integrated safety architecture that coupler-based systems provide.
Safety Comparison: Coupler System vs Direct Wiring
The safety difference between the two architectures is not subtle. It's structural.
The coupler system's structural advantage is that the safety function sits at the power entry point and operates mechanically. There's no signal path that can fail, no electronic component that can develop a fault, and no dependency on a secondary sensor accurately detecting temperature at a remote location. The thermal element in the coupler responds to the physical condition — steam presence and base temperature — that the safety function is supposed to respond to.
Direct wiring with distributed safety components can achieve comparable safety outcomes when the system is well-designed and all components function correctly. The risk increases with the number of components in the safety chain. Each additional component is a potential failure point. A therat calibration that drifts, a thermal fuse that doesn't trip at the right temperature, or a sensor that reads incorrectly — any of these creates a gap between the designed safety response and the actual response.
Overheating Risk: Where the Systems Differ in Practice
The overheating scenario that matters in kettle safety is dry boiling — the kettle is switched on without water, or the water runs out before the automatic cut-off triggers.
Coupler Function, Working, and Testing in Production
Understanding coupler testing is relevant both for product development and for supply chain qualification. A coupler that functions correctly on the cycle but degrades after repeated use doesn't provide the safety it appears to on initial inspection.
How coupler testing is typically conducted:
For manufacturers sourcing couplers from external suppliers, reviewing test protocols and asking for test data across the relevant cycle count is part of responsible component qualification. A coupler that meets performance specification at initial production but hasn't been characterized across its expected lifecycle leaves an uncertainty gap that can surface as product safety issues after launch.
The Kettle Base Connector's Role in System Safety
The kettle base connector — the electrical interface between the power base and the kettle body — is the physical context in which the therat coupler operates. The two are closely related but serve different functions.
The base connector provides:
The therat coupler builds on this base by adding the thermal switching function. In product configurations where the two are integrated into a single component, the design efficiency is significant — fewer components, fewer assembly steps, fewer potential failure interfaces.
In configurations where the base connector and thermal switching are separate components, the design requires that both function correctly and that they interface reliably. The additional complexity isn't necessarily a disadvantage, but it does mean more variables to control in manufacturing and more elements to verify in testing.
Why Coupler Design Quality Varies and What It Means for Sourcing
Not all couplers are equivalent, and the difference isn't always apparent from product specifications. Manufacturing quality in the thermal element — the consistency of bimetallic disc properties across production batches, the precision of assembly — determines whether the trigger temperature is consistent and stable across the product's service life.
Variables that affect coupler quality in practice:
- Bimetallic disc consistency: The disc's response temperature depends on the composition and dimensions of the bimetallic element. Batch-to-batch variation in raw material or manufacturing process translates directly into trigger temperature variation across units.
- Contact material and surface finish: The electrical contacts in the coupler must maintain low resistance under repeated cycling. Contact material selection and surface treatment determine how the contacts age under electrical load and repeated mechanical contact.
- Housing material and assembly precision: The coupler housing positions the thermal element and contacts relative to the steam channel and the kettle base. Dimensional variation in the housing affects how consistently the thermal element responds to the steam trigger.
- Sealing and moisture management: A coupler that allows moisture ingress into the switching mechanism develops reliability problems over time. Sealing design and material selection at the interface points matter for long-term performance.
For product developers and purchasing teams evaluating coupler suppliers, factory quality management practices — incoming material controls, in-process testing, finished product verification — are as relevant as the component specification itself.
Which Architecture Is the Safer Choice for Electric Kettles?
The direct answer: for consumer and commercial electric kettle applications, the therat coupler system provides a more reliable safety architecture than direct wiring with distributed protection.
The reasoning:
- The safety function is integrated into the power entry point, not distributed across multiple downstream components
- The mechanical activation mechanism is simple and doesn't depend on electronic signal integrity
- Dry-boil protection is inherent to the coupler design when properly specified
- The failure mode — a thermal element that doesn't trigger at the right temperature — is detectable through standard testing before product reaches market
- The architecture has a long track record in consumer appliance safety across global markets
Direct wiring isn't inherently unsafe. In fixed installation commercial equipment with well-designed protective circuits, it functions reliably. In consumer kettles where manufacturing cost pressure can compromise the number of protective components, and where users interact with the product unpredictably across a long product life, the integrated coupler architecture provides more consistent protection.
Electric kettle safety is determined less by user behavior and more by the decisions made during component selection and product design. The therat coupler provides the closest thing to passive, automatic protection available in a simple mechanical package — built into the connection point, independent of external sensors, and activated by the physical condition it's designed to respond to. For manufacturers developing or refining kettle product lines, selecting the right coupler supplier and establishing a clear component qualification process protects the product's safety performance across its full production life.
Featured Products

-
No. 2892, Ningkang East Road, Tiancheng Industrial Zone, Yueqing City, Zhejiang Province
-
 Email: Una@chaserr.cc
Email: Una@chaserr.cc -
 Phone: +86-13075775533
Phone: +86-13075775533
- GET IN TOUCH

Electric Kettle Thermostat Coupler Manufacturer


